-
26 2019-07等离子清洗在机械设备制造上的应用
机械设备给人的印象往往都是在生产车间,建筑工地等工作场所才会出现,与我们的日常生活似乎没有什么直接联系。商场里面的电梯你乘坐过吗?住宅小区除草时发出的“嗡嗡”响你听见过吗?装修房间用来切割铝合金等金属的磨削设备你看见过吗?仔细想想,其实这些机械设备家族的成员就在我们身边。问题是它们与等离子表面处理似乎一点不搭界,怎么解释呢?

1 除草机配件粘接、灌封前的等离子表面处理
除草机在工作时会持续振动,而且金属会因为摩擦产生大量的热,所以除草机的结构件、紧固件和功能件等对可靠性和安全性的要求是比较高的,通常在这些塑料、金属材质等配件进行粘接或灌封前进行等离子表面处理,对于提升品质有很大的帮助。

2 电梯组件装配和环保材料粘接前的等离子表面处理
电梯运行涉及到人身和财产安全,所以相关设施的安全、可靠和稳定是必须的。等离子表面处理工艺可以去除塑料、橡胶、玻璃、金属件等材料的脱模剂和有机污染物,提高各种环保材料之间的粘结性能,为表面粘接、密封等品质提供了有力的保障。
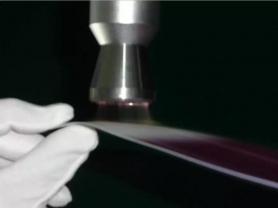
3 磨削切割设备配件加工粘接前的等离子表面处理
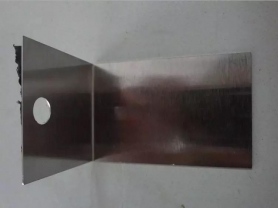
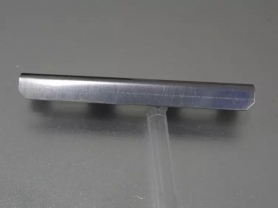
先进的金属磨削切割产品研发过程中,等离子表面处理工艺常常用来提高金属材料表面的清洁度,并能活化金属表面以增加其与合成树脂的粘接强度,有利于最终人造金刚石和整个金属体的紧密粘接,保证产品的耐用和可靠。
3-1 等离子表面处理特种不锈钢材料的放电状态

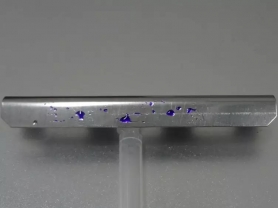
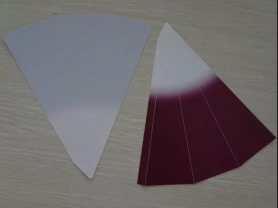
3-2 等离子表面处理特种不锈钢材料局部后是否亲水的对比图

4 机械设备的通讯线缆印刷、喷墨、灌封、粘接前的等离子表面处理
通讯线缆是任何机械设备都不可或缺的材料,而通讯线缆的绝缘材料是由不同的塑胶聚合物构成,有些塑胶聚合物表面能比较低,几乎没有什么极性,经过等离子表面处理后,可以去除污染物,形成活性基团,提高印刷、喷墨、灌封、粘接等方面的质量。
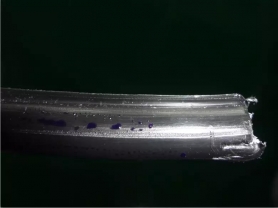
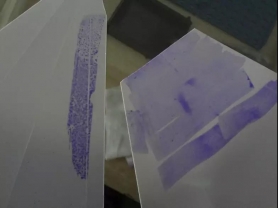
4-1 通讯线缆未经等离子表面处理,达因液呈水珠状,不容易沾水
4-2 通讯线缆经过等离子表面处理,达因液完全铺开,很容易沾水

客观地讲,国产或国内销售的机械设备,其配件加工或组装过程中用到等离子表面处理工艺还是比较少的,毕竟会增加企业的投资成本和维护费用;只有出口到欧美发达国家,因为品质管控或检验标准的要求,才有相关工艺流程。随着我们国家经济不断发展,人们的生活品质和安全意识逐步提升,相信等离子表面工艺在机械设备中的应用会越来越多!
-
26 2019-07等离子清洗在我们日常生活中的应用
玩具、泳镜、洗衣机、电磁炉、洗碗机、抽油烟机等等,这些是不是我们日常生活中经常接触或用到的物品?当告诉你这些东西为了提高产品品质,增加其耐用性,同时又能满足我们对绿色环保的要求而采用了等离子表面处理工艺,大家一定会感到惊讶。今天我们通过几个例子,来了解一下这种新兴的技术。
1 等离子表面处理技术在家用电器中的应用
家用电器行业的特点是更新换代快,每批产品的量都比较大;使用的材料品种繁多,而对于不同材料结合的长期耐久,工艺流程的成本优化等方面,却又有很高的要求。传统的方法是在生产过程中使用不同的粘合剂,或者采用火焰表面处理的工艺增加材料粘接强度,提高表面油墨附着力和印刷质量。
但是,当需要粘接或印刷的材料表面没有被处理干净,存在肉眼看不到的污染物时,可能会降低粘合剂对粘接层的长期稳定性和印刷的质量,随着使用时间的推移,可能导致全面失效。等离子表面处理工艺的应用,简化了生产流程,减少了使用溶剂的人工清洗,甚至可以取消底涂,节省材料和人工成本,让表面处理质量变得更加稳定和环保。
1-1 全自动洗衣机PP把手在粘接前做等离子表面处理,清洗脱模剂,活化表面,提高PP把手与洗衣机的牢固度和耐久性。

1-2 电磁炉不锈钢支架与耐热复合玻璃粘接前做等离子表面处理,提高硅胶与不锈钢的粘接性能和可靠性。
①不锈钢支架没有经过等离子表面处理,达因液呈疏水状,粘接质量有隐患。
②不锈钢支架经过等离子表面处理,表面润湿性明显提高,粘接质量有保障。
2 等离子表面处理技术在日用品中的应用
随着人们生活水平、健康意识和审美观点的不断提高,大家在购买日用品时有着越来越高的期望值。日用品既要经济适用,又能满足对其外观的印刷和喷漆质量、生产过程的绿色环保、新材料的应用,以及防指纹涂层、疏水涂层、抗菌涂层或是阻燃等功能性涂层的需求,等离子表面处理在这些工艺解决方面独具特色!
2-1 生产儿童玩具执行的是高级别的安全标准,粘结剂的种类、印刷油墨等都有相当的质量要求。等离子表面处理工艺不仅可以改善材料表面附着力,而且有利于生产工艺流程更符合安全环保的要求。
①玩具飞机的翅膀需要可靠性的粘接,基材的表面张力值小于40达因,而表面张力值达到48达因以上就可以满足粘接需求。
②玩具飞机的翅膀经过等离子表面处理后,表面张力值超过60达因,完全可以满足粘接需求。下图是达因液涂覆在基材上面显示的处理前后的效果对比
2-2 质量比较好的泳镜镜片内层一般都会做防雾处理,就是在PC材料上涂上一层防雾镀膜,等离子表面处理可以去除脱模剂、增加防雾涂层的黏附性能。
①等离子表面处理前水滴接触角为82.5度,镀膜质量有瑕疵。
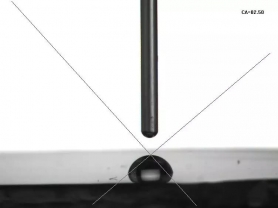
②等离子表面处理后水滴接触角为11度,镀膜质量得到充分保障。

3 等离子表面处理技术在日常生活中其他方面的应用
在日常生活中,我们知道的等离子体美容、等离子微创手术、等离子灭菌等等,其实都是等离子表面处理技术的应用,可见这种技术与我们的日常生活息息相关,您同意吗?
-
18 2019-07【技术】胶粘剂开发设计原理解析
在开发设计胶粘剂种类之前,我们先了解下关于胶粘剂的一些基础知识。
一、胶黏剂开发设计的基础知识
胶黏剂的定义:通过界面的粘附和物质的内聚等作用,能使两种或两种以上的制件或材料连接在一起的天然的或合成的、有机的或无机的一类物质,统称为胶黏剂(adhesive)又叫粘合剂,习惯上称为胶。(通过黏合作用。能使被粘物结合在一起的物质)
粘结(粘合):指两个表面靠化学力、物理力或者两者兼有的力使之结合在一起的状态。
胶黏剂首先必须在被粘物表面粘附,这是由于两相之间产生粘合力,该力来源于次价键力或主价键力。
内聚:即单一物质内部各粒子靠主价键力(包括离子键、共价键、配位键、金属键等)、次价键力(包括范德华力、氢键)结合在一起的状态。胶黏剂的内聚力与分子间力、相对分子质量、交联程度、结晶和分子缠绕等因素有关。
胶黏剂的要求:
1:不论出于何种状态,当涂布时都应呈液态
2:对被粘结物表面能够完全铺展,充分润湿
3:必须能够通过某种方式而使液体转变为固体或凝胶状态,形成坚韧而稳定的胶层
4:固化后应有一定的强度。能够可靠的连接,传递应力,抵抗破坏
5:可耐 0℃以上的温度,并经受一定时间的考验
1.1胶黏剂的分类
1.1.1:按照外观分类
1:溶剂型
2:乳液型(水性)
3:膏状或糊状
4:固体型
5:膜状型
1.1.2:按照固化方式分
水基蒸发型、溶剂挥发型、热熔型、化学反应型、压敏型
1.2胶黏剂的基本组成:
胶黏剂的组分包括基料、固化剂、溶剂、增塑剂、填料、偶联剂、交联剂、促进剂、增韧剂、增粘剂、增稠剂、稀释剂、防老剂、阻聚剂、阻燃剂、引发剂、光敏剂、消泡剂、防腐剂、稳定剂、络合剂、乳化剂。
1.2.1 基料的种类:
基料是胶黏剂的主要成分、主剂或主体聚合物,起粘合作用。按照化学的成分的不同,基料的来源有无机化合物和有机化合物。有机化合物是高分子合成类的高分子基料。
1.2.1.1常用的有机化合物
热固性合成树脂:酚醛树脂、环氧树脂、氨基树脂、聚氨酯树脂、不饱和聚酯和丙烯酸树脂。
特点:低相对分子量的高聚物或预聚物制成胶黏剂后,在使用过程中通过加热或加入固化剂,或两者均有的条件下,固化成为不溶或不熔的网状高分子,其特点是施胶时胶液易扩散渗透、固化后粘结强度高、韧性好、耐蠕变性、耐热性好。但是热固性树脂胶黏剂固化过程中易产生体积收缩和内应力,使粘结强度下降。可以加入填料等改性剂加以弥补。
热塑性合成树脂:橡胶类基料、天然高分子材料、水性胶乳类
特点:高相对分子质量的高聚物或预聚物,但是相对分子质量不能太高,否则在施胶时,胶液不易扩散渗透,主要应用在对粘结强度不高的场合。
橡胶类基料胶黏剂:
橡胶的特点:高弹性、粘结时成膜性能良好、胶膜富有柔韧性、具有优异的耐屈绕性、抗震性和蠕变性能,适用于动态下部件的粘结和不同热膨胀系数材料之间的粘结,
常用的橡胶有:天然乳胶、氯丁橡胶、丁腈橡胶、丁苯橡胶、丁基橡胶、SBS等
1.2.1.2胶黏剂基料的选择原理
根据胶黏剂应用的对象、应用的场合及应用的性能选择。同时分子基料的分子结构与粘结性能的关系甚为密切。
1:高分子材料的极性
含有极性基团的基材胶黏剂对极性材料的粘结性能较好,而对非极性材料较差;反之相同。
2:高分子材料的结晶性能
适当的结晶性能能够提高高分子材料本身的内聚强度和粘结力,有利于粘结。但是结晶性能太高,分子中的极性基团受束缚,不利移动,其溶解性能也差,粘结性能变差
3:高分子材料的分子量
分子量小,分子的活动能力和胶液对被粘材料的湿润能力强,但是太小,材料的内聚力太低,造成粘结强度偏低。一般选择分子量较为均匀的树脂。
1.2.2固化剂(硬化剂)
使基态原料通过化学反应,发生聚合、缩聚或交联反应转变为线性高聚物或者网状高聚物,是胶接接头具有力学强度和稳定性的物质。
固化剂的选择:
1:最好是液体的无毒、无色、无味的物质
2:固化剂与被固化物反应要平稳,放热量少,以减少胶层的内聚力
3:耐热性,选用分子中具有反应基团较多的固化剂
4:韧性,选用分子链较长的固化剂
1.2.3胶黏剂溶剂
指能够降低某些固体或者液体分子间力,而使被溶物质分散为分子或离子均一体系的液体,常用的溶剂为低粘度的液体物质。
主要有脂肪烃、芳香烃、卤代烃、酯类、醇类、酮类、酸类、醚类、萜烯烃、酰胺类和水类。
但是多数的有机溶剂有一定的毒性、易燃性、易爆性、对环境有污染、对安全又隐患、对人体有危害。
作用:
1聚合反应的介质:是反应缓和、温度易于控制、
2 溶解基料:制备溶剂型胶黏剂
3:稀释剂:稀释胶黏剂使其达到一定的黏度,有利于湿润、便于涂布
4:调节胶黏剂的挥发速度
5:防止凝胶,用来增加贮存稳定性
6:粘结前的表面清洁处理剂
7:直接粘结,某些塑料
8:降低成本、提高效益
选择
1:极性:选择与基料极性相同或相近的溶剂(相似相容的原理)
2:溶解度参数(与极性有关):溶剂的溶解度参数和高分子基体的溶解度参数相近
3:溶剂的挥发性:选择挥发度适当的溶剂或快慢混合的溶剂
溶剂挥发太快:胶液表面易成膜、膜下溶剂不易挥发;挥发是一个吸热的过程,太快胶膜表面的温度降低而凝结水汽,影响粘结质量溶剂挥发太慢:表干时间慢,影响工效
溶剂的选择要考虑到价格、毒性和来源
1.2.4增塑剂
是一种降低高分子化合物玻璃化温度和熔融温度,改善胶层脆性、增进熔融流动性的物质。
作用:
1:屏散高分子化合物的活性基团,减弱分子间作用力,从而降低分子之间的相互作用
2:增加高分子化合物的热性、延伸性和耐寒性,降低其内聚强度、弹性模量及耐热性。
选择:
1:极性:极性大小影响增塑剂与主体材料的相容性,其原理同溶剂作用。
2:持久性:由于渗出、迁移、挥发二损失影响胶的物理机械性能。选择高沸点的或高分子量的增塑剂
3:分子量及状态:分子量越高,粘结强度越好
常用的增塑剂:邻苯二甲酸酯、磷酸酯类、己二酸酯和癸二酸酯等
1.2.5填料
在胶黏剂中不与基体起化学反应,但是可以改变其性能,降低成本的固体材料
常用的填料分为有机填料和无机填料:
有机填料:改善树脂的脆性、吸湿性高、耐热性能低
无机填料:使胶的相对密度增加、脆性增加、但耐热性、介质性能、收缩率等都会有所改善。
填料的选择:
1:无活性与胶黏剂的其他组分不发生反应
2:分散性好与基料有良好的润湿性
3:不含水分、有害物质、油脂,无吸湿性
4:颗粒均匀。无毒
5:来源广泛、加工方便、价格低廉
6:填料的密度与基料的密度不能相差太大
7:用量适宜
常用的填料:二氧化硅、碳酸钙、碳酸镁、铝粉、酚醛树脂等
1.2.6偶联剂
能同时与极性物质和非极性物质产生一定结合力的和化合物,其特点是分子中同时具有极性和非极性部分的物质。
常用的偶联剂有有机铬偶联剂、有机硅偶联剂和钛酸酯偶联剂。
在胶黏剂中常用的是硅烷偶联剂。
偶联剂的作用
1增加主体树脂
本身的分子间的作用力,提高胶黏剂的内聚强度
2增加树脂与被粘合物之间的结合,起了一定的架桥作用。
不同的偶联剂具有不同的反应基团,反应基团不同对粘结性能的影响也不同。
1.2.7其他助剂
引发剂:在一定的条件下能分解产生自由基的物质,一般含有不饱和键的化合物中加入引发剂,常用的引发剂有过氧化二苯甲酰、过氧化环己酮、过氧化异丙苯、偶氮二异丁氰等
促进剂(催化剂):能够降低引发剂的分解温度或加速固化剂与树脂橡胶反应的物质。
防老剂:能延缓高分子化合物的老化的物质,对于高温、暴晒下使用的胶黏剂由于容易老化变质,在配胶时加入防老剂
增稠剂:粘度低的胶黏剂,增加使其粘度增加的物质
阻聚剂和稳定剂:阻止或延缓含有不饱和键的聚合物、单体在贮存过程中自行交联的物质(对苯二酚)
1.3胶黏剂的选用原则
1.3.1根据被粘材料的化学性质进行选择胶黏剂
A. 被粘材料的分子结构选择(基团的类型)
B.被粘材料的极性选择
极性的大小有分子结构的正负电荷中心重合程度决定的。
强极性材料:金属、剥离、陶瓷、云母和含有极性基团(-OH、-NH2 、-COOH、-CN、-CO-NH2 、-SH)的聚合物选择极性胶黏剂
极性材料使用胶黏剂:酚醛 -丁腈胶、酚醛-缩醛胶、环氧胶、丙烯酸聚酯、无机胶、聚氨酯胶、聚酰亚胺胶、不饱和聚酯胶、氯丁-酚醛胶、脲醛树脂胶、聚乙烯醇胶、聚醋酸乙烯乳胶、
非极性材料:聚乙烯、聚丙烯、聚苯乙烯、聚苯醚、硅树脂、硅橡胶、和含氟聚合物
非极性材料使用胶黏剂:聚异丁烯胶、EVA热熔胶、聚氨酯胶、丙烯酸聚酯胶、有机硅胶、硅橡胶
弱极性材料:有机玻璃、聚碳酸酯、氯化聚醚、聚氯乙烯、 ABS、天然橡胶、丁苯橡胶
弱极性材料的使用的胶黏剂:聚氨酯胶、丙烯酸聚酯胶、氯丁胶
C、综合考虑被粘物的种类和性质选择胶黏剂
对被粘物了解的越透彻、选用的胶黏剂会越合适、粘结的效果会越好。
D、根据被粘材料的结晶性选择胶黏剂(被粘结物多属于结晶材料)
在粘结强度要求不高时,结晶聚合物可选用非极性或弱极性材料的胶黏剂对粘结强度要求高的时候,被粘材料经适当的表面处理后,可选择极性胶黏剂
1.3.2、根据被粘材料的物理性能进行选择胶黏剂
A根据被粘材料的表面张力选择胶黏剂
胶黏剂的临界表面张力应小于被粘材料的临界表面张力(浸润性决定作用)
B 根据被粘材料的溶解度参数选择胶黏剂
二者的溶解度参数差不应大于 0.5
C 根据被粘材料的脆性和刚性选择胶黏剂
质地硬脆的材料:选用强度高、硬度大切不易变形的热固性胶黏剂。
环氧树脂、酚醛树脂、不饱和聚酯等胶黏剂。
坚韧、强度高的刚性材料:选用强度高、冲击强度好切剥离强度也好的胶黏剂。
热固性树脂和橡胶复合型胶黏剂(酚醛-丁腈胶、酚醛-缩醛胶、环氧-丁腈胶)
D 根据被粘材料的弹性和韧性选择胶黏剂
弹性形变大的材料:选用有相应的弹性和韧性的胶。如氯丁橡胶、聚氨酯胶、氯丁-酚醛胶
质地柔软的材料:选用韧性优良的胶黏剂(氯丁橡胶、聚氨酯、聚乙烯醇缩醛、聚醋酸乙烯等胶黏剂)
1.3.3根据胶黏剂的效能选择胶黏剂
胶黏剂的性能指标:状态、粘度、适用期、固化条件、使用温度、粘结工艺、粘结强度、使用温度、收缩率、膨胀系数、耐腐蚀性、耐水性、耐油性、耐介质(水、酸、碱、油、溶剂)、耐老化性能等
1.3.4根据接头的功能要求选择胶黏剂
接头的功能:机械强度(拉伸、剪切、剥离强度等)
耐热性能:200℃以下
耐油特性、耐水特性、光学特性
1.3.5根据许可的固化条件选择胶黏剂
固化过程的温度、压力、时间是影响粘结强度及其他性能的三个主要因素。
1.3.6其他因素
A:粘结的目的与用途
胶黏剂具有连接、密封、固定、定位、修补、填充、堵漏、嵌缝、防腐、灌注、罩光以及满足某种特殊要求等多种功效。
B:粘结件受力的情况
外力:拉伸、剪切、撕裂、剥离四种力,力的大小、方向、频率、时间。
C:粘结件的使用环境
温度、湿度、介质、真空度、辐射计户外老化
D:工艺的可能性
粘结工艺:室温固化、加热固化、加压固化、加热加压固化、固化时间的长短
E:考虑是否经济和来源难易
1.4胶黏剂的粘结工艺
粘结的一般工艺程序
确定被粘结物——选择胶黏剂——表面处理————配胶——涂胶——凉置——粘结——固化——检查——整修
1.4.1表面处理
改变被粘结物表面不利的粘结状态。
表面处理法法:机械处理、物理处理(火焰处理、放电处理、等离子放电) 化学处理(酸碱等化学处理剂)、辐射接枝处理
金属材料的表面处理:
1:除油(碱液、有机溶剂、电解、超声波)
2、除锈(化学侵蚀、电化学侵蚀)
表面处理的检验(水膜)
表面处理的有效时间
1.4.2配胶
单组份直接使用
双组分:按照比例进行配胶。A、B成分相对误差不超过 2~5%
1.4.3涂胶
涂胶遍数(1 、2~3)、涂胶量(0.08~0.15mm)、涂胶方法(刷涂、喷涂、浸涂、注入、漏涂、滚涂、刮涂等)
1.4.4凉置
使溶剂蒸发、粘度增大、促进固化
溶剂胶(3~5min)
1.4.5粘结
粘结后以挤出微小胶圈为好,表示不缺胶。
1.4.6固化
初固化、基本固化、后固化
固化因素:固化温度(室温、低温、高温)、固化压力、固化时间
1.4.7检查
目测法、敲击法、溶剂法
1.4.8:修整
二、胶黏剂开发设计原理
2.1胶黏剂基料的分子结构设计及其与性能的关系
胶黏剂的配方设计是根据其用途与功用,选择合适的材料配臵成胶黏剂。或者是根据高分子材料分子的化学结构与材料物性之间的相互关系,合成具有所需功能的材料配臵成胶黏剂分子结构的设计主要是研究粘结特性与分子结构的关系
2.1.1高分子主链结构
高分子的主链元素一般为C-C键组成的饱和、不饱和的烷烯炔等直链、环状结构的高分子材料。有时还包含 O、Si 、卤素等杂原子组成的化合物。
主链结构决定聚合物的刚柔性。
1:单键组成的柔性大
2:含有芳杂环结构的刚性大、耐热性能好
3: 孤立双键的大分子也具有柔性
4:共轭双键的化合物,不能够旋转,刚性大
柔顺性:
链长:分子链越长,柔韧性越好
重键:不易内旋,为刚性键
取代基团:基团的极性小、内旋容易、柔顺性好;距离远好
分子间作用力:小,柔顺性好
2.1.2高分子侧链结构
侧链的引入可以对高分子聚合物进行改性,
提高粘性:引入极性基团–Cl 、-P 等
疏水性: 引入F、Si、-O- 等
侧链的极性大小对聚合物分子内和分子间的吸引力有决定性的作用:
基团的极性好、吸引力低、分子柔韧性好;极性大、聚合物分子内和分子间的吸引力高,聚合物的内聚强度变高,柔性降低。
侧链基团的体积大小决定其位组作用的大小:体积大、位组大、具有刚性
但是侧链基团为直链状时,链长增加,位阻减小,柔韧性增加。侧链基团连接在同一个C原子上时,位阻大
2.1.3交联度
在线性长分子链之间产生化学交联时,聚合物的粘结性能和其他性能都发生改变。
交联度越低,柔韧性越好、越高,硬度越大,刚性和脆性越大。
交联类型:
1:在聚合物分子链上任意链段位臵的交联。(聚合物的主链结构、交联剂的种类和数量、交联工艺条件等)
2:通过聚合物末端的官能团进行硫化(交联度取决于相对质量的大小)
3:通过侧链官能基团进行交联。(交联度取决于侧链基团的数目)
4:物理交联 (加热熔融形成聚集点)
2.1.4结晶性
结晶性对玻璃化温度和软化点有很大的影响。粘结性能的影响取决于:结晶度、晶粒的大小及晶体的结构。
聚合物晶态的形成主要是受气分子结构的影响:
1:化学结构越简单,越易结晶
2:分子链越规整,越易结晶
3:链上取代基的空间位阻越小,越易结晶
4:链段间的相互作用力越大,越有利于结晶
结晶性与胶黏剂的特性之间的关系:
1:高结晶的聚合物:分子链排列紧密有序。孔隙率较低,结晶时分子间的相互作用力增大,分子链难以运动并导致聚合物硬化和脆化,粘结性能下降。但是结晶化提高了聚合物的软化温度,聚合物的的力学性能对温度变化的敏感性能减少。
2:聚合物球茎尺寸的大小:打球晶的存在时聚合物内部有可能产生较多的空隙和缺陷,并降低其力学性能
3:伸直链组成的纤维状的聚合物结晶,能使聚合物有较高的力学性能
4:加热某些结晶聚合物,可使结晶体中按一定规则 排列的分子发生混乱,是分子运动变的容易向熔融状态过度。此类聚合物可以作为热熔胶使用。
5:在某些情况下,结晶作用也可以用于提高粘结强度。(氯丁橡胶)
2.1.5分子键能
实验表明内聚力必须大于21kj/mol,它与极性表面的粘附力才足够大,此类聚合物才可以作为胶黏剂的基料。
2.1.6相对分子质量及其分布
相对分子质量比较小的聚合物,粘度低、熔点低、粘附性能良好、但是内聚能低,导致粘结内聚强度不高。
相对分子质量较大的聚合物,难以溶解,熔点高、粘度大,粘附性能较差,但是内聚强度较大,可获得粘结内聚强度较高的胶黏剂。
聚合物的相对分子质量相同但是相对分子质量的分布不同,其粘结强度也不相同。低聚物含量较高时,接头破坏成内聚破坏,高聚物含量较高时,接头破坏成界面破坏
2.1.7分子的极性
高能表面:基料分子的极性越强、胶黏剂的粘结强度越高。
低能表面:基料分子的极性越弱、胶黏剂的粘结强度越高。
2.2高聚物的组成与力学性能
大多数胶黏剂的基料成分为非晶态聚合物(晶态聚合物的粘附性差)
2.2.1非晶态聚合物的力学性能
应力:单位面积承受的作用力,其基本形式有拉伸应力、剪切应力和流体静压力。
聚合物的力学性能决定于其分子运动:
1:分子链中键角的改变会引起材料的弹性形变,其特点是速度快、形变可逆范围在1%的数量级
2:链段围绕主轴旋转,分子构像发生变化,引起可逆的高弹性形变(100%)
3:分子链之间相对位臵发生变化所引起的是塑性形变,是不可逆的。
2.2.2胶黏剂的基本组成与力学性能的关系
除了粘结界面结合力外,粘结强度与胶层内聚强度(胶黏剂的强度)有关。
各影响因素对制备综合力学性能的胶黏剂的影响:
1:聚合物相对分子质量:机械强度、低温韧性、粘度提高,浸润速度减慢
2:高分子的极性增加:内聚力、对极性表面吸附、耐热性、粘度增加,耐水性下降
3:交联密度提高:耐热性、耐介质性、模量、低温脆性增加;但蠕变、延伸率降低
4:增塑剂用量增加:冲击强度、蠕变增加;粘度、耐热性、内聚强度增降低
5:增韧剂用量增加:韧性、剥离强度增加,内聚强度、耐热性下降
6:填料用量增加:硬度、粘度、脆性增加;固化收缩率降低,成本下降
7:偶联剂的加入: 粘附性、耐湿热老化性能提高;有时耐热性降低
2.2.3非晶态聚合物的聚集状态与组成设计
线性或网状非晶相的聚合物都具有玻璃态、高弹态和粘流态三种不同的力学聚集状态。实际上他是材料力学性能受温度影响而发生的力学聚集状态。
2.2.4高聚物内聚强度与基料的选择
聚合物内聚强度的决定因素
1:基料的分子结构、分子间的作用力
2:材料的强度也与材料中的缺陷大小及分布有关。
提高胶黏剂的强度:
1:增强聚合抵抗裂缝扩展的能力(内聚力、机械强度、韧性增加)
2:减少材料中的缺陷
三、配方优化设计的方法
单因素优选法、多因素轮流优选法、正交实验法
3.1单因素优选法
在胶黏剂的几个组分中,将(n-1)个因素固定,逐步改变一个因素的水平,根据目标函数评定该因素的最优水平,依次求取体系中个因素的最优水平,最后将各因素的最优水平组合成最好的配方。
最基本的方法。黄金分割法(0.168法)和分数法。
3.2多因素轮流优选法
其实质是每次去一个因素,按照 0.168法优选,依次进行达到各因素优选。
3.3正交实验法
对各因素选取数目相同的几个平均值,按照均匀搭配的原则,同时按排一批实验,然后对实验结果进行统计分析,研究各因素间的交互作用,寻找最佳配方。
四、胶黏剂固化工艺的设计
4.1胶黏剂的固化方法
物理固化和化学固化
压力、温度、时间是固化过程的三个主要参数
4.2热熔胶的固化工艺设计
热熔胶的粘结时由熔融高分子浸润被粘表面后通过冷却发生固化,使用时必须控制熔融温度和涂胶后的凉置时间。
1:聚合物是结晶性的,冷却速度要控制
2:热熔胶本身的相对分子质量制约着温度的控制,热熔胶的强度和本体粘度是相互制约的
3:增粘剂和蜡的加入降低热熔胶的熔体粘度,改善使用工艺
4.3溶剂型胶黏剂的固化与溶剂选择
溶剂型胶黏剂的固化过程是高分子溶液浸润被粘物表年后,随着溶剂的挥发,溶液粘度不断增大直至达到一定的强度而固化。其中关键的是溶剂的选择和混合溶剂组分及配比。溶剂的要求包括溶解度、挥发性、与被粘材料的兼容型及毒性。
溶解度参数相近,分子结构相似,才能形成真正的聚合物溶液,对被粘表面有良好的浸润作用。
4.4热固性胶黏剂的固化工艺设计
热固性树脂是具有三项交联结构的聚合物,他具有耐热性好、耐水、耐介质优良、蠕变低等优点。
4.4.1热固性胶黏剂的固化方法
1:把现行高分子交联起来,如橡胶的硫化
2:由多官能团的单体或预聚体聚合成三相交联结构的树脂,如环氧树脂胶黏剂。
配方和固化周期对固化产物性能都有很大的影响
4.4.2凝胶化及凝胶化的影响因素
凝胶化:多官能提案单体或预聚体进行聚合反应时,随着分子量的增大,同时进行着分子链的支化和交联,当反应达到一定的程度时,体系中开始出现不熔、不溶的凝胶。
凝胶化的速度取决于官能团的反应活性以及多官能团单体的浓度和官能度。
4.4.3凝胶化后的反应
1:可溶性树脂增长反应
2:可溶性树脂分子间反应变成凝胶
3:可溶性树脂与凝胶之间的反应
4:凝胶内部进一步反应时交联密度提高
4.4.4固化温度和时间对胶黏剂性能的影响
基料和固化剂的交联反应都是在一定的温度下进行,在此温度范围内:温度越高、反应速率越快、反应进行的越完全,所需的固化时间越短。
克服化学能垒:固化温度要高,但是放热反应,固化温度不能太高以免局部过热、造成胶层内部的交联密度、化学成分的区域间的巨大差异、进而导致内应力的产生。
五、改变胶黏剂性能的设计原则
5.1粘结强度的改进设计
1:选择粘结力和内聚力都大的树脂(环氧树脂、聚氨酯)
2:加入增韧剂、降低脆性、增加胶层韧性,减小内应力
3:热固性树脂和热塑性树脂或橡胶并用,热固性树脂提供强力和耐热元素,而热塑性树脂提供粘性和韧性元素。综合结果会得到较高的粘结强度
4:引入极性基团或加入相容性能好、极性大的树脂,可提高橡胶型胶黏剂的粘结强度
5:适当的交联剂。
6:添加适量适当的填料、降低收缩率,晶须或纳米田纳西奥效果极佳
7:加入适当的偶联剂
8:加入稀释剂,降低粘度,增大湿润性
5.2耐热性的改进设计
1:采用耐高温性能好的树脂或橡胶(酚醛树脂、有机硅、氟橡胶、杂环聚合物)
2:提高环的密度,
3:增加交联剂
4:适当地提高结晶度
5:使用耐高温性能好的固化剂
6:加入耐热填料
7:减少高温氧化分解,加入抗氧剂
8:添加硅烷偶联剂
5.3耐寒性的改进设计
1:选用耐寒性的聚合物,如聚氨酯
2:加入增塑剂或增韧剂
3:降低交联度
4:降低结晶性
5:减少填料用量
5.4耐溶剂性的改进设计
1:采用耐溶剂好的树脂或橡胶
2:增加交联度
3:适当增大填料的用量
4:少用或者不用增塑剂
5.5耐酸碱性的改进设计
1:提高交联度
2:选用惰性填料
3:提高填料的用量
4:酯类增塑剂不耐酸
5.6耐水性改性设计
1:选用分子中含有-CN、-NH2、-OH、 -COO-等基团少的聚合物吸水性低,不易被水解。
2:增加胶黏剂基料的用量
3:使用耐水性固化剂
4:提高交联密度
5:所用填料为吸水性较小的品种
6:加入偶联剂,改善界面性质
5.7耐老化性的改进设计
1:选用耐水性、耐候性和耐老化性能好的基料
2:提高交联度
3:加入活性填料
4:某些胶黏剂中可适当的加入防老剂或抗氧化剂
5:加入适量的有机硅烷偶联剂
6:使用高温固化剂
5.8:阻燃性的改进设计
1:选用阻燃性的树脂和橡胶味基料
2:采用阻燃性的增塑剂
3:加入阻燃剂,如三氧化二锑、硼酸锌
4:使用阻燃性固化剂。
-
18 2019-07一文解析影响粘接强度的化学因素及物理因素!
影响粘接强度的物理因素 1.表面粗糙度当胶粘剂良好地浸润被粘材料表面时(接触角θ<90°),表面的粗糙化有利于提高胶粘剂液体对表面的浸润程度,增加胶粘剂与被粘材料的接触点密度,从而有利于提高粘接强度。反之,当胶粘剂对被粘材料浸润不良时(θ>90°),表面的粗糙化就不利于粘接强度的提高。
2.表面处理粘接前的表面处理是粘接成功的关键,其目的是能获得牢固耐久的接头。由于被粘材料存在氧化层(如锈蚀)、镀铬层、磷化层、脱模剂等形成的“弱边界层”,被粘物的表面处理将影响粘接强度。例如,聚乙烯表面可用热铬酸氧化处理而改善粘接强度,加热到70-80oC时处理1-5分钟,就会得到良好的可粘接表面,这种方法适用于聚乙烯板、厚壁管、等。而聚乙烯薄膜用铬酸处理时,只能在常温下进行。如在上述温度下进行,则薄膜的表面处理,采用等离子或微火焰处理。
对天然橡胶、丁苯橡胶、丁腈橡胶和氯丁橡胶表面用浓硫酸处理时,希望橡胶表面轻度氧化,故在涂酸后较短的时间,就要将硫酸彻底洗掉。过度的氧化反而在橡胶表面留下更多的脆弱结构,不利于粘接。
对硫化橡胶表面局部粘接时,表面处理除去脱膜剂,不宜采用大量溶剂洗涤,以免不脱膜剂扩散到处理面上妨碍粘接。
铝及铝合金的表面处理,希望铝表面生成氧化铝结晶,而自然氧化的铝表面是十分不规则的、相当疏松的氧化铝层,不利于粘接。所以,需要除去自然氧化铝层。但过度的氧化会在粘接接头中留下薄弱层。
3.渗透已粘接的接头,受环境气氛的作用,常常被渗进一些其他低分子。例如,接头在潮湿环境或水下,水分子渗透入胶层;聚合物胶层在有机溶剂中,溶剂分子渗透入聚合物中。低分子的透入首先使胶层变形,然后进入胶层与被粘物界面。使胶层强度降低,从而导致粘接的破坏。
渗透不仅从胶层边沿开始,对于多孔性被粘物,低分子物还可以从被粘物的空隙、毛细管或裂缝中渗透到被粘物中,进而侵入到界面上,使接头出现缺陷乃至破坏。渗透不仅会导致接头的物理性能下降,而且由于低分子物的渗透使界面发生化学变化,生成不利于粘接的锈蚀区,使粘接完全失效。
4.迁移含有增塑剂被粘材料,由于这些小分子物与聚合物大分子的相容性较差,容易从聚合物表层或界面上迁移出来。迁移出的小分子若聚集在界面上就会妨碍胶粘剂与被粘材料的粘接,造成粘接失效。
5.压力在粘接时,向粘接面施以压力,使胶粘剂更容易充满被粘体表面上的坑洞,甚至流入深孔和毛细管中,减少粘接缺陷。对于粘度较小的胶粘剂,加压时会过度地流淌,造成缺胶。因此,应待粘度较大时再施加压力,也促使被粘体表面上的气体逸出,减少粘接区的气孔。
对于较稠的或固体的胶粘剂,在粘接时施加压力是必不可少的手段。在这种情况下,常常需要适当地升高温度,以降低胶粘剂的稠度或使胶粘剂液化。例如,绝缘层压板的制造、飞机旋翼的成型都是在加热加压下进行。
为了获得较高的粘接强度,对不同的胶粘剂应考虑施以不同的压力。一般对固体或高粘度的胶粘剂施高的压力,而对低粘度的胶粘剂施低的压力。
6.胶层厚度较厚的胶层易产生气泡、缺陷和早期断裂,因此应使胶层尽可能薄一些,以获得较高的粘接强度。另外,厚胶层在受热后的热膨胀在界面区所造成的热应力也较大,更容易引起接头破坏。
在实际的接头上作用的应力是复杂的,包括剪切应力、剥离应力和交变应力。
(1)切应力:由于偏心的张力作用,在粘接端头出现应力集中,除剪切力外,还存在着与界面方向一致的拉伸力和与界面方向垂直的撕裂力。此时,接头在剪切应力作用下,被粘物的厚度越大,接头的强度则越大。
(2)剥离应力:被粘物为软质材料时,将发生剥离应力的作用。这时,在界面上有拉伸应力和剪切应力作用,力集中于胶粘剂与被粘物的粘接界面上,因此接头很容易破坏。由于剥离应力的破坏性很大,在设计时尽量避免采用会产生剥离应力的接头方式。
(3)交变应力:在接头上胶粘剂因交变应力而逐渐疲劳,在远低于静应力值的条件下破坏。强韧的、弹性的胶粘剂(如某些橡胶态胶粘剂)耐疲性能良好。
7.内应力(1)收缩应力:当胶粘剂固化时,因挥发、冷却和化学反应而体积发生收缩,引起收缩应力。当收缩力超过粘附力时,表观粘接强度就要显著降。此外,粘接端部或胶粘剂的空隙周围应力分布不均匀,也产生应力集中,增加了裂口出现的可能。有结晶性的胶粘剂在固化时,因结晶而使体积收缩较大,也造成接头的内应力。如在其中加入一定量能结晶或改变结晶大小的橡胶态物质,那么就可以减少内应力。在热固性树脂胶中加增韧剂是一个最好的说明。例如酚醛-缩醛胶,当缩醛含量低于40%时,接头发生单纯界面破坏;而在40%以上时则为内聚破坏,粘接强度明显增强。
(2)热应力:在高温下,熔融的树脂冷却固化时,会产生体积收缩,在界面上由于粘接的约束而产生内应力。在分子链间有滑移的可能性时,则产生的内应力消失。
影响热应力的主要因素有热膨胀系数、室温和Tg间的温差以及弹性差量。
为了缓和因热膨胀系数差而引起的热应力,应使胶粘剂的热膨胀系数接近于被粘物的热膨胀系数,加填料是一种好办法,可添加该种材料的粉末、或其化材料的纤维或粉末。
-
18 2019-07Polomo通过等离子体表面处理技术促进胶粘剂性能提高
Recent work by engineers at Polomo’s partners PSM Plasma has demonstrated the substantial increases in bond strength achievable with the use of plasma surface treatment, which can improve adhesion on many substrates, including those which are seen as difficult to bond. Plasma surface treatment can enable otherwise impractical bonds and improve assembly performance, while saving time and money in the concept-to-market cycle.
Two big areas of interest are structural plastics and the inter-mixing of plastic/composite/metal components in high performance applications.
Plastics are usually characterised by inert surfaces with surface energies between 20 and 40 mN/m. In order to wet a surface, however, the surface energy of the polymer must exceed the one of the paint, ink or the adhesive. This condition can be achieved through a plasma treatment or “activation” of the surface, raising the surface energy and improving the wettability of the adhesive.
More important than the improved wetting are the chemical groups which are newly incorporated into the surface. This so-called surface functionalisation creates additional chemical “bonding anchors” or “bonding sites” for the adhesive.
The relative bond improvement is illustrated for various plastics and adhesives based on the increase of shear force until bond failure. Depending on the substrate and adhesive, it is possible to achieve shear strengths of up to 50 MPa through an optimized treatment with the Plasmabrush PB3 Plasma Surface Treatment System from PSM Plasma.
Increase of the shear strength after a short plasma treatment with dry compressed air at atmospheric pressure is demonstrated for various technical thermoplastic materials: PBT (polybutylene terephthalate), PE (polyethylene, HDPE) and PA6 (polyamide), and comparable effects are found on polypropylene (PP) and LCP polyester (LCP).
Adhesive bonding of plastics to metals is an application which is growing. A typical example is the bonding of composite materials (carbon fibre, CFRP) and aluminium (Al) materials in the automotive sector. Various adhesives can meet the structural requirements of the bond. However, a polymer matrix of carbon fibre reinforced materials can have poor adhesion characteristics. In this case, an atmospheric plasma treatment can be simply integrated into the bonding process.
When atmospheric pressure plasma processes are used with air, then mainly oxygen and hydroxyl groups are deposited on the plastic surface. These groups can form covalent bonds with the adhesive, helping to improve adhesive strength. The oxygen percentage close to the surface can increase by a factor of three (x3), achieving shear strengths above 20 MPa. In case of a composite based on a PA6 matrix, this can quadruple the strength. This improved shear strength can still be demonstrated even after several weeks.
If instead of compressed air, other process gases are used such as nitrogen or forming gas (N2/H2), it is possible to generate other specific groups on the surface, with appropriate results in adhesion and ultimate bond strength.
PSM are happy to run tests with engineers on their own parts at the Technology Centre near SHENZHEN airport in china. -
18 2019-07难粘高分子材料的表面处理技术
1.润湿能力差 一般胶粘剂在未固化前都呈流动态,粘接过程是胶液在粘接件表面浸润,然后固化的过程,对粘接来说,润湿接触是粘接的首要条件。液体与固体接触,其润湿程度可用接触角表示,几种塑料的表面特征数据见表1。从表1可以看出水对它们的接触角都比较大,表面张力小,接着能不大,润湿能力就差,比较难粘。 表1 几种塑料表面特征数据
塑料名称 水对其接触角(°) 临界表面张力(μN.cm-1) 接着能(μN.cm-1) 氟塑料46 115 178 420 聚四氟乙烯 114 185 431 聚乙烯 88 310 752 聚丙烯 78 342 798 2. 结晶度高 这几种难粘塑料都是高结晶度物质,所以化学稳定性好,它们的溶胀和溶解都比非结晶高分子困难,当与溶剂型胶粘剂粘接时,很难发生高聚物分子链的扩散和相互缠结,不能形成很强的粘附力。 3. 是非极性高分子 聚乙烯、聚丙烯、聚四氟乙烯等都是非极性高分子,它们的表面只能形成较弱的色散力,而缺少取向力和诱导力,因而粘附性能较差。 4. 存在弱的边界层 这些高聚物难粘除了结构上的原因外,还在于材料表面存在弱的边界层。聚烯烃类树脂本身含有低分子量物质以及在加工过程中加入的添加剂(如滑爽剂、抗静电剂等),这类小分子物质极容易析出、汇集于树脂表面、形成强度很低的薄弱界面层,表现出粘附性差,不利用于印刷、复合和粘接等后加工。 基于上述认识,人们采取了多种手段对难粘高分子材料表面进行改性处理:一在聚烯烃等难粘材料表面的分子链上导入极性基团;二提高材料的表面能;三提高制品表面的粗糙度;四消除制品表面的弱界面层。以提高难粘材料的粘附性能和粘接强度。难粘材料表面处理方法综述如下: 1 化学试剂处理法 采用化学试剂对聚烯烃材料进行表面处理是聚烯烃的表面预处理方法中应用较多的一大类方法(简称化学法)。据不完全统计就有铬盐--硫酸法(Cr-H2SO4)、过硫酸盐法、铬酸法、氯磺化法、氯酸钾盐法、白磷法、高锰酸钾法等近十种之多。此类方法用于处理难粘材料表面的原理在于处理液的强氧化作用能使塑料表面的分子被氧化,从而在材料表面导入了羰基、羧基、乙炔基、羟基、磺酸基等极性基团。同时薄弱界面层因溶于处理液中而被破坏,甚至分子链断裂,形成密密麻麻凹穴、增加表面粗糙度,改善了材料的粘附性。 影响材料表面预处理效果的主要因素有处理液配方、处理时间和温度、材料的种类等。 化学处理法具有处理效果好、不需要特殊设备、用起来容易等特点,一度应用在中小型厂塑料制品的表面处理上,但是由于这种方法处理时间长、速度慢、制品容易着色,处理后还要中和、水洗及干燥,处理液污染性较大,目前已趋于淘汰。 2 气体热氧化法 聚烯烃材料表面经空气、氧气、臭氧之类气体氧化后,其粘接性,印刷性以及涂覆性能均可得到改善,其中臭氧法有较高的使用价值,它与空气或氧气氧化法不同,基本上不受聚烯烃材料中抗氧剂的影响。如含0.2%抗氧剂的PE在300℃下挤出时,若用臭氧同时处理,则XPS测得O∶C为6.2%,远远大于空气氧化时测得的1.5%的数值,基本上克服了抗氧剂的不良影响。 在热空气中添加某种促进剂,对聚烯烃的处理效果也不错,如添加某些含N络合物、二元羧酸以及有机过氧化物等,据报导其剥离强可提高到0.408~0.784MPa。 气体氧化法工艺简单、处理效果明显,没有公害、特别适用于聚烯烃的表面处理。但此法要求与材料尺寸相当的鼓风烘箱或类似加热设备,故使它的应用受到一定的限制。 3 火焰处理法 所谓火焰处理就是采用一定配比的混合气体,在特别的灯头上烧,使其火焰与聚烯烃表面直接接触的一种表面处理方法。 同前述两种处理方法一样,火焰法也能将羟基、羰基、羧基等含氧极性基团和不饱和双键导入聚烯烃材料表面,消除薄弱界面层,因而明显改善其粘接效果。是目前较流行的表面处理方法。 火焰处理法成本低廉、对设备要求不高。影响火焰处理效果的主要因素有灯头型式,燃烧温度、处理时间、燃烧气体配比等,由于工艺影响因素较多,操作过程要求严格,稍有不慎就可能导致基材变形,甚至烧坏制品,所以目前主要用于软厚的聚烯烃制品的表面处理。 4 电晕处理 电晕处理(又称电火花处理)是将2~100千伏、2~10千赫的高频高压施加于放电电极上,以产生大量的等离子气体及臭氧,与聚烯烃表面分子直接或间接作用,使其表面分子链上产生羰基和含氮基团等极性基团,表面张力明显提高,加之糙化其表面去油污、水气和尘垢等的协同作用改善表面的粘附性,达到表面预处理的目的。 电晕处理具有处理时间短、速度快、操作简单、控制容易等优点,因此目前已广泛地应用于聚烯烃薄膜印刷、复合和粘接前的表面预处理。但是电晕处理后的效果不稳定,因此处理后最好当即印刷、复合、粘接。 影响电晕处理效果的因素有处理电压、频率、电极间距、处理时间及温度,印刷性和粘接力随时间的增加而提高随温度升高而提高,实际操作中,通过采取降低牵引速率、趁热处理等方法,以改善效果。 5 低温等离子体技术 低温等离子体是低气压放电(辉光、电晕、高频、微波)产生的电离气体。在电场作用下,气体中的自由电子从电场获得能量,成为高能量电子,这些高能量电子与气体中的分子、原子碰撞,如果电子的能量大于分子或原子的激发能,就会产生激发分子或激发原子、自由基、离子和具有不同能量的辐射线。低温等离子体中的活性粒子具有的能量一般都接近或超过碳碳或其它含碳键的键能,因此能与导入系统的气体或固体表面发生化学或物理的相互作用。如采用反应型的氧等离子体,可能与高分子表面发生化学反应,引入大量的含氧基团,改变其表面活性,既使是采用非反应型Ar等离子体,也可能通过表面交联和蚀刻作用引起的表面物理变化而明显地改善聚合物表面的接触角和表面能。 6 力化学处理 力化学处理、粘接是基于聚合物的力化学反应原理而进行的。聚合物在受到外力(如粉碎、振动研磨、塑炼等)作用时,会产生化学反应,称为聚合物的力化学反应。这种反应有两类,一类是在外力作用下的高分子健产生断裂而发生化学反应,包括力降解、力交联、力接枝等;另一类是应力活化聚合反应。力化学粘接主要是基于前一类反应。 在力化学粘接中对涂有胶的被粘物表面进行摩擦,通过力化学作用使聚合物表面产生力降解而形成大分子自由基,它与粘合剂分子可能形成一定数量的共价键,产生牢固的界面结合,从而大大提高了接头的粘接强度,这已为电子自旋共振谱(ESR)和内反射红外光谱(ATRIR)研究所证实。 影响力化学处理的因素主要有研磨的压力、转速、时间、磨料的种类和研磨的温度。对于不同的粘合剂--被粘材料体系,其处理工艺参数是不尽相同,需通过实验来优化确定。 7 钠—萘法处理聚氟四乙烯 目前对PTFE的表面处理已有很多方法: (1)在碱金属钠的氨溶液中浸蚀;(2)在钠—萘溶液中浸蚀;(3)用四烷基铵阴离子盐电化学还原;(4)在高温下用碱金属蒸气处理;(5)用碱金属齐或高温处理;(6)在325℃熔融的醋酸钾中处理;(7)电子束辐照;(8)PTFE表面金属溅射;(9)在氖或氦惰性气体中辉光放电等,其中钠—萘溶液处理的方法最简单、通用、有效、且快速、易行、廉价。 钠—萘溶液可采用文献提供的方法制备,钠—萘处理液与PTFE接触时,钠能破坏C—F键、扯掉表面上的部分氟原子,使表面脱氟形成了0.05~1 μm厚咖啡色的碳化层。红外光谱表明,表面引入了羟基、羰基和不饱和键等极性基团,使表面能增大,接触角变小,浸润性提高,由难粘变为可粘塑料。 8 涂覆法处理聚丙烯 为了进一步改善聚丙烯薄膜的粘接性、印刷性及热焊(热封)性,国外开发一种新的技术,即在聚丙烯薄膜上涂上一层极薄(2~3 μm)的涂覆物质,它是一种结晶度较低、含极性基团的热塑性物质从而形成一个所谓的过滤层,来改善其薄膜表面的特性,这种薄膜称涂覆聚丙烯薄膜。 比较常用的涂覆材料是氯化等规聚丙烯(CPP)。将等规聚丙烯粉末溶解在四氯乙烯或四氯乙烷等氯化有机溶剂中,用氯气或磷酰氯等为氯化剂,在搅拌和热至100℃下进行氯化,反应终了,精制生成物,减压干燥即得氯化等规聚丙烯。 涂覆可根据加工机械和涂膜使用目的,选择溶液或熔融两种方式,涂层厚度以1~50 μ为宜。 涂覆的薄膜与印刷纸、铝箔、橡胶以及其它塑料薄膜等材料用热压的方法进行层合加工,其粘合牢度十分理想,用普通油墨施行印刷,能得到满意的印刷品。 9 聚烯烃材料表面改性剂 聚烯烃材料表面改性剂的研究是聚烯烃材料表面预处理方法中最新研究动向。其改性机理同上述其它使材料表面发生化学变化的处理方法明显不同。聚烯烃材料表面改性剂分子结构中含有两类基团,一类基团是亲油墨、粘合剂的亲水基团,如羟基、羧基、羰基、胺基等。另一类是亲聚烯烃类树脂的亲油基团(或憎水基团),如长链烷基、聚氧乙烯基等。将聚烯烃材料表面改性剂同聚烯烃树脂用混炼机混合,在成型加工过程中,由于表面张力的作用大分子链上的极性基团向树脂表面迁移,并在制品表面富集,聚烯烃材料表面的极性、接触角、表面能发生很大的变化,有利用于油墨的粘附和材料之间的粘接。而长链烷基则可能同聚烯烃树脂形成共结晶(即物理交联点),相当于将迁移至表面的极性基团“锚”在树脂结构当中,不会形成弱界层面随油墨、粘合剂脱落。可见这是一个具“永久”性的表面改性方法。 据此道理,人们有可能依靠适当的分子设计,使聚烯烃表面存在各种不同的功能基,从而服务于不同的表面改性目的如防污、抗静电、防电晕等。 综上所述,各种处理方法都是要改善表面极性、降低接触角、提高表面能,只要系统掌握、灵活运用,难粘材料不再难粘。 来源:林中祥胶粘剂技术信息网



